-
1 предварительное флюсование
( перед сваркой или пайкой) prefluxingАнгло-русский словарь технических терминов > предварительное флюсование
-
2 prefluxing
2) Металлургия: предварительное флюсование (перед пайкой или сваркой)3) Пищевая промышленность: промазывание паяльным флюсом -
3 prefluxing
Большой англо-русский и русско-английский словарь > prefluxing
-
4 prefluxing
-
5 contact (piece)
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
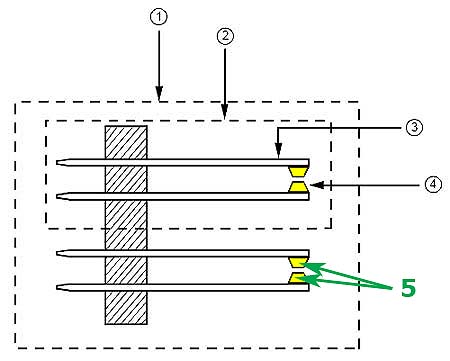
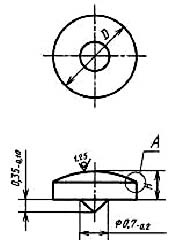
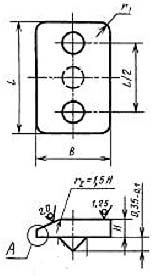
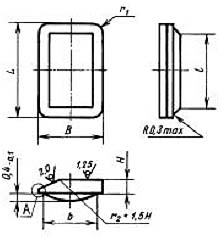
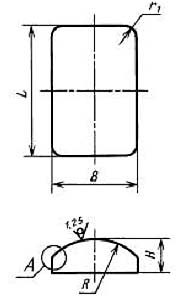
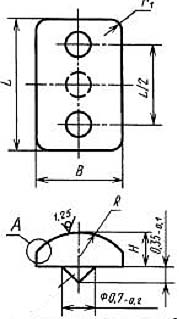
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
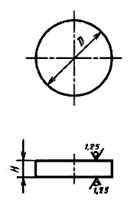
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
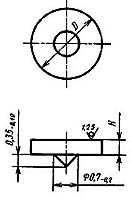
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
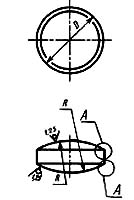
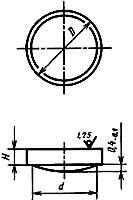
СС - со сферической рабочей и сферической нерабочей поверхностями
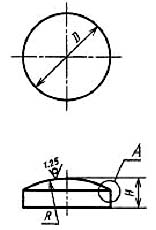
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
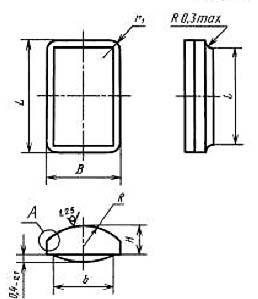
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
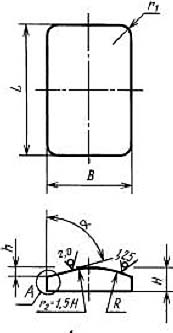
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя

Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
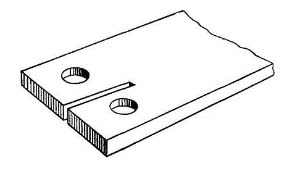
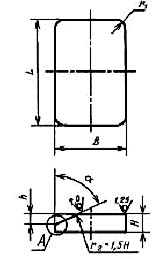
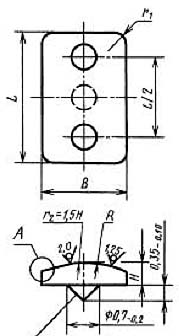
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
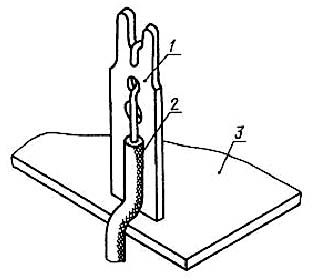
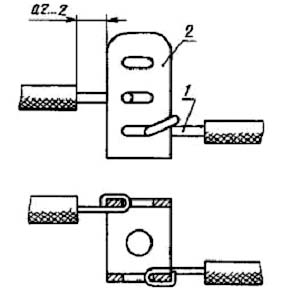
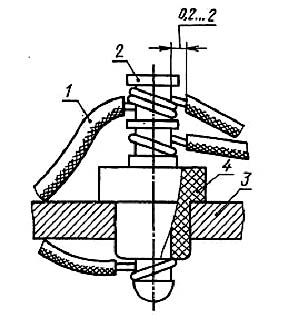
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > contact (piece)
-
6 contact part
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя
Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > contact part
-
7 contact piece
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя
Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
3.3.6 контакт-деталь (contact piece): Одна из проводящих частей, образующих контакт. [МЭК 60050(441-15-06)]
Источник: ГОСТ Р 51731-2010: Контакторы электромеханические бытового и аналогичного назначения оригинал документа
Англо-русский словарь нормативно-технической терминологии > contact piece
-
8 contact tip
контакт-деталь
Одна из токопроводящих частей 1), образующих контакт.
МЭК 60050(441-15-06).
[ ГОСТ Р 50030. 1-2000 ( МЭК 60947-1-99)]
1) Должно быть проводящих
[Интент]
контакт-деталь
Деталь, соприкасающаяся с другой при образовании электрического контакта
[ ГОСТ 14312-79]EN
contact (piece)
one of the conductive parts forming a contact
[IEV number 441-15-06 ]FR
(pièce de) contact
une des pièces conductrices formant un contact
[IEV number 441-15-06 ]1. Коммутирующая электрическая контакт-деталь
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Contact (piece) - контакт деталь
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контактный элемент (контактная пружина)
- рабочая поверхность контакт-детали
-
Piece de contact - контакт-деталь
[Перевод Интент]
Типы коммутирующих электрических контакт-деталей (контактов) по ГОСТ 3884-77
ПП - с плоской рабочей и нерабочей поверхностями
ПР - с плоской рабочей поверхностью и с рельефом для сварки (сферическим или цилиндрическим) со стороны нерабочей поверхности
ПШ - с плоской рабочей поверхностью и с коническим шипом на нерабочей поверхности
СС - со сферической рабочей и сферической нерабочей поверхностями
СП - со сферической рабочей поверхностью и плоской нерабочей поверхностью
СШ - со сферической рабочей поверхностью и коническим шипом на нерабочей поверхности
СР - со сферической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ПуП - с усеченной плоской рабочей поверхностью и плоской нерабочей поверхностью
ПуШ - с усеченной плоской рабочей поверхностью и коническим шипом на нерабочей поверхности
ПуР - с усеченной плоской рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦП - с цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦШ - с цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
ЦР - с цилиндрической рабочей поверхностью и рельефом для сварки (сферическим или цилиндрическим) на нерабочей поверхности
ЦуП - с усеченной цилиндрической рабочей поверхностью и плоской нерабочей поверхностью
ЦуШ - с усеченной цилиндрической рабочей поверхностью и коническим шипом на нерабочей поверхности
2. Контакт-деталь электрического соединителя
Рис. Tyco Electronics
Извлекаемые штампованные контакты электрического соединителя:
1 - Гнездовая контакт-деталь (гнездовой контакт)
2 - Штыревая контакт-деталь (штыревой контакт)3. Контакт-деталь, как часть разборного или неразборного контактного электрического соединения
Требования к подготовке рабочих поверхностей контакт-деталей
1. Контакт-детали, имеющие два и более отверстий под болты в поперечном ряду, рекомендуется выполнять с продольными разрезами, как показано на чертеже.
2. Рабочие поверхности контакт-деталей разборных контактных соединений и неразборных контактных соединений с линейной арматурой непосредственно перед сборкой должны быть подготовлены:
- медные без покрытия и алюмомедные - зачищены.
При зачистке алюмомедных проводов не должна быть повреждена медная оболочка;
- алюминиевые и из алюминиевых сплавов - зачищены и смазаны нейтральной смазкой (вазелин КВЗ по ГОСТ 15975-70, ЦИАТИМ-221 по ГОСТ 9433-80 или другими смазками с аналогичными свойствами).
Рекомендуемое время между зачисткой и смазкой не более 1 ч;
- рабочие поверхности, имеющие защитные металлические покрытия, - промыты органическим растворителем.
3. Рабочие поверхности медных контакт-деталей, соединяемых способом опрессовки, должны быть зачищены, если иное не указано в стандартах или технических условиях на конкретные виды электротехнических устройств.
Рабочие поверхности алюминиевых контакт-деталей должны быть зачищены и смазаны кварцевазелиновой пастой или другими смазками, пастами и компаундами с аналогичными свойствами.
4. Поверхности контакт-деталей, соединяемых сваркой или пайкой, должны быть предварительно зачищены, обезжирены или протравлены.
[ ГОСТ 10434-82]4. Контакт-деталь, устанавливаемая на печатной плате для присоединения проводов
Тематики
EN
DE
FR
контактная насадка
—
[Я.Н.Лугинский, М.С.Фези-Жилинская, Ю.С.Кабиров. Англо-русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.]Тематики
- электротехника, основные понятия
EN
контактный наконечник
Деталь преобразователя с сухим точечным контактом, имеющая малую волновую длину и остроконечную или сферическую контактную поверхность, обычно выполняемая из твердого, износостойкого материала (корунда, алмаза, закаленной стали и т.п).
[Система неразрушающего контроля. Виды (методы) и технология неразрушающего контроля. Термины и определения (справочное пособие). Москва 2003 г.]Тематики
- виды (методы) и технология неразр. контроля
EN
рабочая поверхность контакт-детали
Часть поверхности контакт-детали, предназначенная для осуществления электрического контакта
[ ГОСТ 14312-79]EN
contact point
contact tip (deprecated for elementary relays)
part of a contact member at which the contact circuit closes or opens
[IEV number 444-04-06]FR
pièce de contact, f
partie d'un élément de contact par laquelle le circuit de contact s'établit ou se rompt
[IEV number 444-04-06]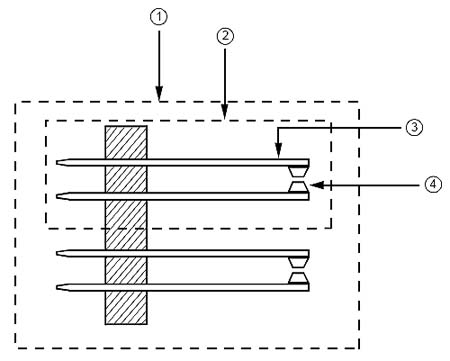
[IEV number 444-04-06]EN
- Contact set - контактная группа
-
Ouput circuit - выходная цепь
contact circuit - цепь контакта
contact - контакт - Contact member - контакт-деталь
- Contact point - рабочая поверхность контакт-детали
FR
- Jeu de contacts - контактная группа
-
Circuit de sortie - выходная цепь
circuit de contact - цепь контакта
contact - контакт - Element de contact - контакт-деталь
- Piece de contact - рабочая поверхность контакт-детали
[Перевод Интент]
Тематики
Обобщающие термины
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > contact tip
-
9 preheating
Подогрев.1) Нагрев перед термической или механической обработкой. Для инструментальной стали, нагрев до промежуточной температуры непосредственно перед заключительной аустенитизацией. Для некоторых цветных сплавов нагрев до высокой температуры в течение длительного времени для того, чтобы гомогенизировать структуру перед обработкой.2) При сварке и связанных с ней процессов, быстрый нагрев до промежуточной температуры непосредственно перед сваркой, пайкой твердым припоем, резкой или термическим распылением.3) В порошковой металлургии - начальная стадия процесса спекания, когда в печи непрерывного действия смазочный материал или связующее вещество выжигают в свободной атмосфере перед собственно спеканием, которое производится в защитной среде в камере, нагретой до высокой температуры.
* * *• 1) предварительный нагрев; 2) прогрев -
10 preheating
подогрев
1. Нагрев перед термической или механической обработкой. Для инструментальной стали, нагрев до промежуточной температуры непосредственно перед заключительной аустенитизацией. Для некоторых цветных сплавов нагрев до высокой температуры в течение длительного времени для того, чтобы гомогенизировать структуру перед обработкой.
2. При сварке и связанных с ней процессов, быстрый нагрев до промежуточной температуры непосредственно перед сваркой, пайкой твердым припоем, резкой или термическим распылением.
3. В порошковой металлургии — начальная стадия процесса спекания, когда в печи непрерывного действия смазочный материал или связующее вещество выжигают в свободной атмосфере перед собственно спеканием, которое производится в защитной среде в камере, нагретой до высокой температуры.
[ http://www.manual-steel.ru/eng-a.html]Тематики
EN
предварительный нагрев
Нагрев продольного шва заготовки корпуса до подачи на устройство для нанесения припоя.
[ ГОСТ 24373-80]Тематики
- произв. металл. банок для консервов
Обобщающие термины
EN
DE
FR
Англо-русский словарь нормативно-технической терминологии > preheating
См. также в других словарях:
контакт-деталь — Одна из токопроводящих частей 1), образующих контакт. МЭК 60050(441 15 06). [ГОСТ Р 50030.1 2000 (МЭК 60947 1 99)] 1) Должно быть проводящих [Интент] контакт деталь Деталь, соприкасающаяся с другой при образовании электрического контакта [ГОСТ… … Справочник технического переводчика
Подогрев — Preheating Подогрев. (1) Нагрев перед термической или механической обработкой. Для инструментальной стали, нагрев до промежуточной температуры непосредственно перед заключительной аустенитизацией. Для некоторых цветных сплавов нагрев до высокой… … Словарь металлургических терминов
подогрев — 1. Нагрев перед термической или механической обработкой. Для инструментальной стали, нагрев до промежуточной температуры непосредственно перед заключительной аустенитизацией. Для некоторых цветных сплавов нагрев до высокой температуры в течение… … Справочник технического переводчика
Пайка — У этого термина существуют и другие значения, см. Пайка (значения). Отпайка контакта. Пайка технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями… … Википедия
Резьбовое соединение — Резьбовое соединение разъёмное соединение деталей машин при помощи винтовой или спиральной поверхности (резьбы). Это соединение наиболее распространено из за его многочисленных достоинств. В простейшем случае для соединения необходимо… … Википедия
Контрование — Резьбовое соединение разъёмное соединение деталей машин при помощи винтовой или спиральной поверхности (резьбы). Это соединение наиболее распространено из за его многочисленных достоинств. В простейшем случае для соединения необходимо закрутить… … Википедия
Шплинтовка — Резьбовое соединение разъёмное соединение деталей машин при помощи винтовой или спиральной поверхности (резьбы). Это соединение наиболее распространено из за его многочисленных достоинств. В простейшем случае для соединения необходимо закрутить… … Википедия
ВЫСОКОВОЛЬТНЫЙ УСКОРИТЕЛЬ — линейный ускоритель заряж. ч ц, в к ром используется электрич. поле, неизменное или слабо меняющееся по величине в течение всего времени ускорения заряж. ч цы. Осн. преимущество В. у. перед др. типами ускорителей возможность получения высокой… … Физическая энциклопедия